金属3Dプリンター 造形基本ルール
造形領域について
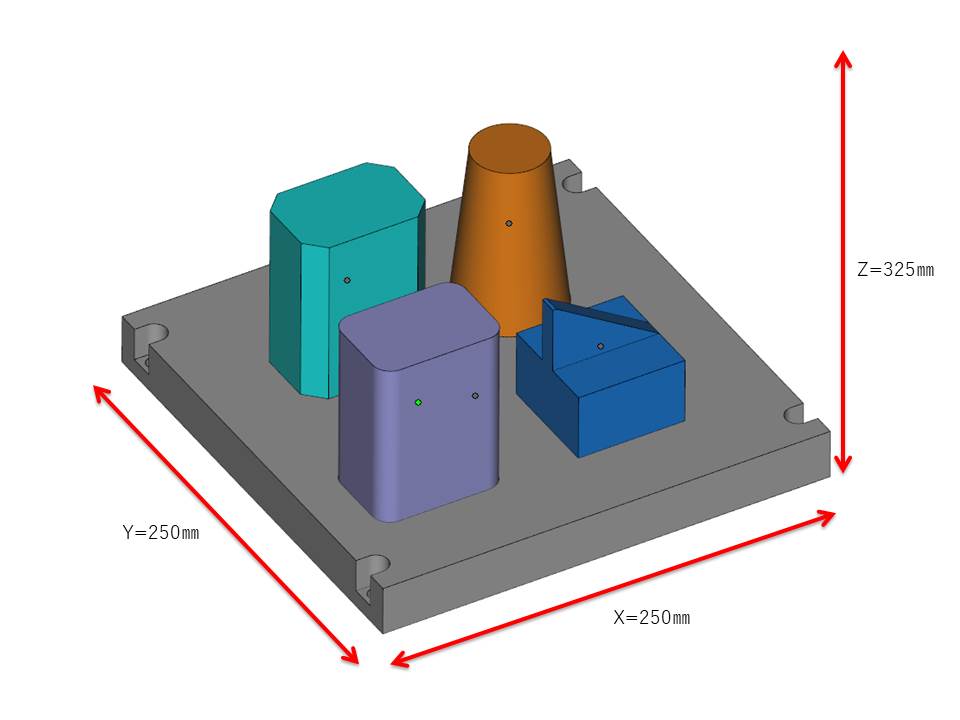
250㎜角のベースプレート上に造形品は積層されていきます。高さ方向は最大325㎜となります(ベースプレート厚み含む)。一度の造形で複数種類のモデルを造形する事が可能です。
サポート材・オーバーハングについて
オーバーハング(せり出し部分)はサポート材(赤い箇所)が必要となります。
※サポート材とは?・・・ 空中に浮いている部分を(実際には金属粉末が支えていますが、支えきれません)自重で潰れない様に支えるための「土台」「足場」となるものです。その他の機能としては、熱伝導性を向上させパーツの変形等を防ぐ役割や、浅いアンダーカット部を支持するなどの役割があります。サポート材はあくまで造形不良を防ぐための「副材」ですので、造形完了後は不要になり、取り除く作業が発生します。この工程を一般的には「サポート除去作業」と言います。しかしサポート材の材質も同金属素材となりますので、金属サポートの除去は簡単ではありません。なので極力サポート材は付与したくありませんが・・・現実的にはサポート材が付かない造形品はほとんどありません。金属サポートは、必要な箇所に無くては造形不良(崩れや変形)の原因となり、一方で沢山付けても除去が大変という相対した二つの理由を併せ持っております。
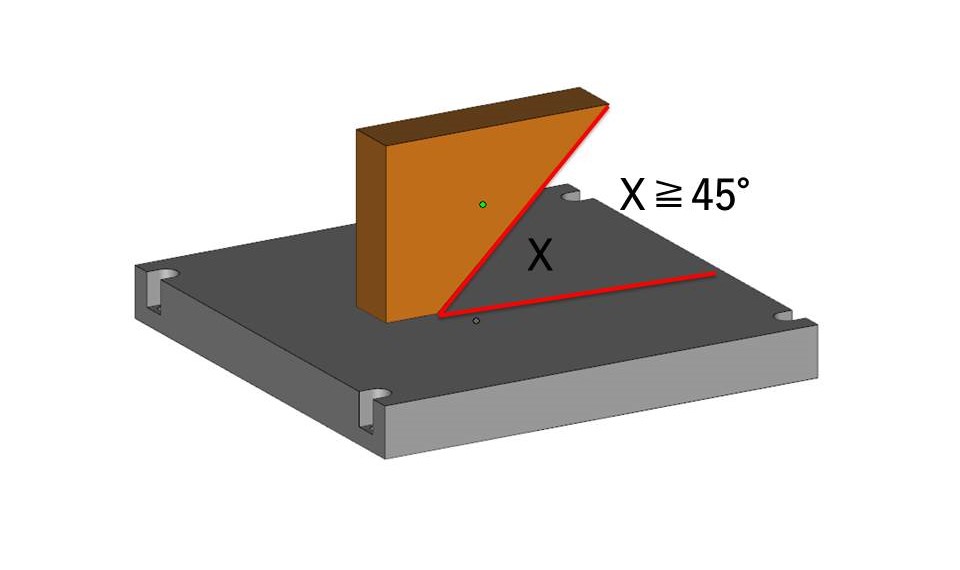
サポート材・造形角度について①
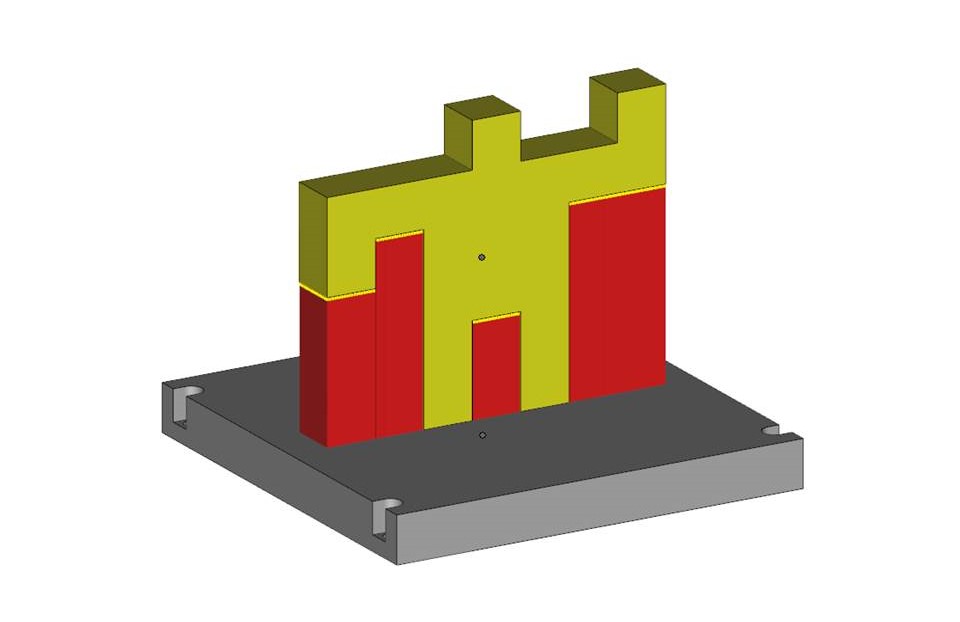
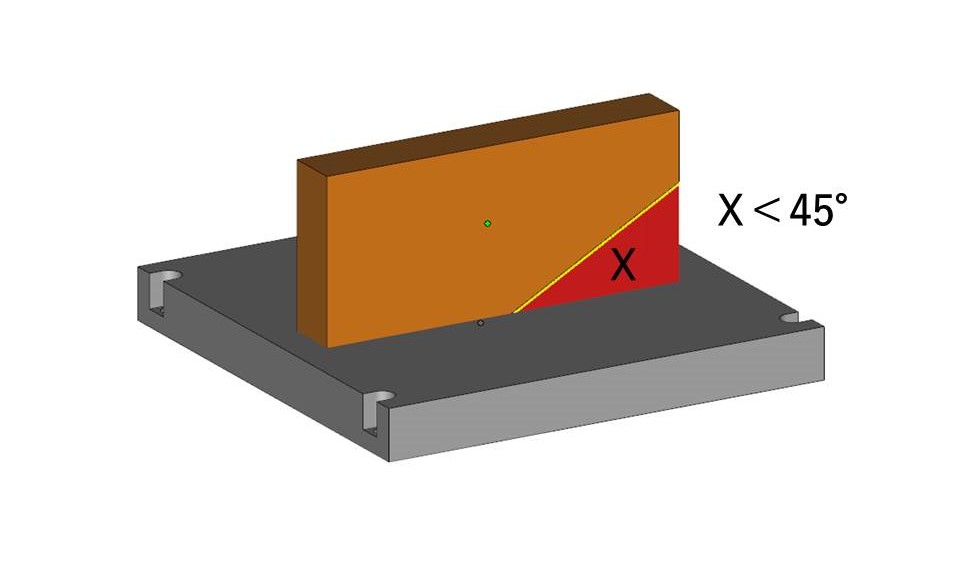
角度が浅いアンダーカット部は、サポート材(赤い箇所)が必要となります。
材料にもよりますが、概ね45°以下を基準としています。
サポート材・造形角度について②
45°以上のアンダーカットはサポート材が不要です。
サポート材回避例(形状変更)
オーバーハング部の形状を変更することで、サポート材を回避することができます。
※実際には最初に造形品の向きや姿勢でサポート材の回避を検討します。形状変更は最終手段となります。端的な形状変更の例として紹介しております。
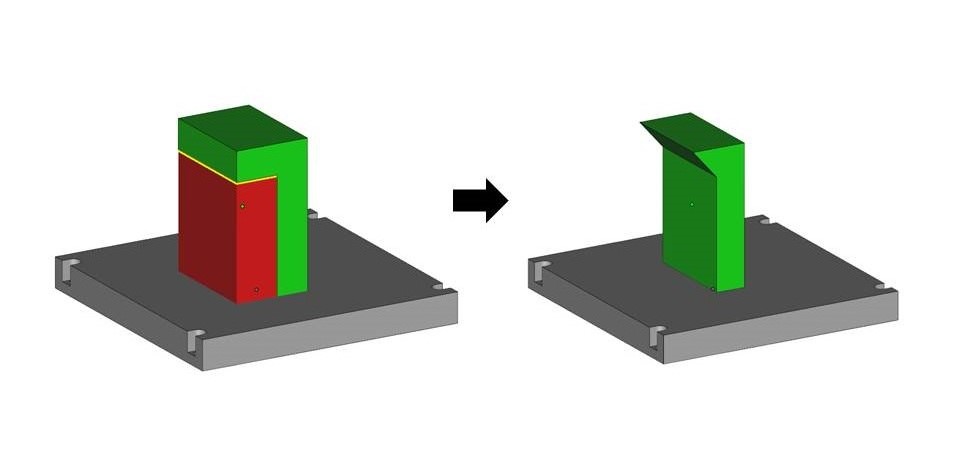
アンダーカットの角度を変更することで、サポート材無しで造形することができます。
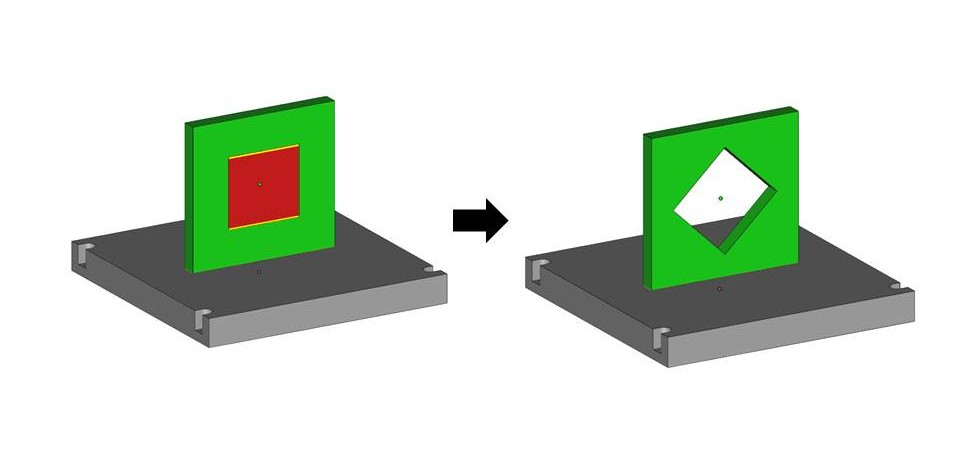
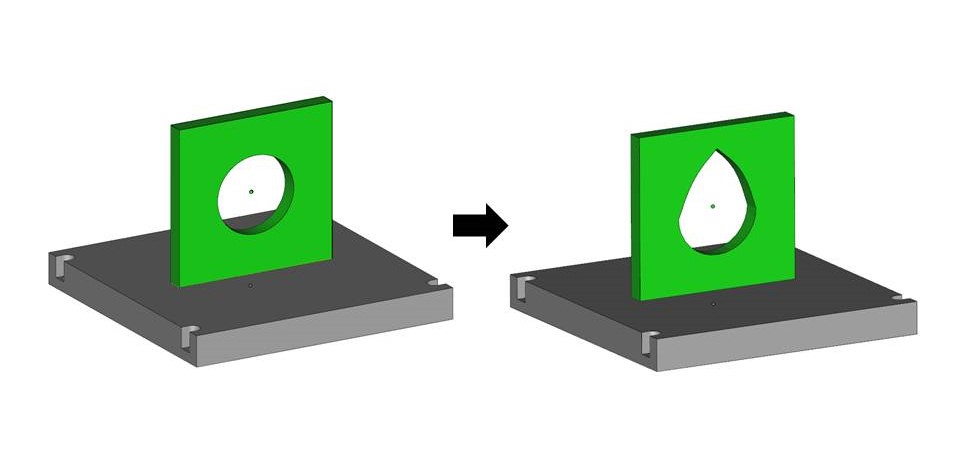
また円形にすることでサポート材無しで造形することもできます。しかし穴径が大きい場合は、穴の最上部の形状を変更することでサポート材無しで造形することができます。
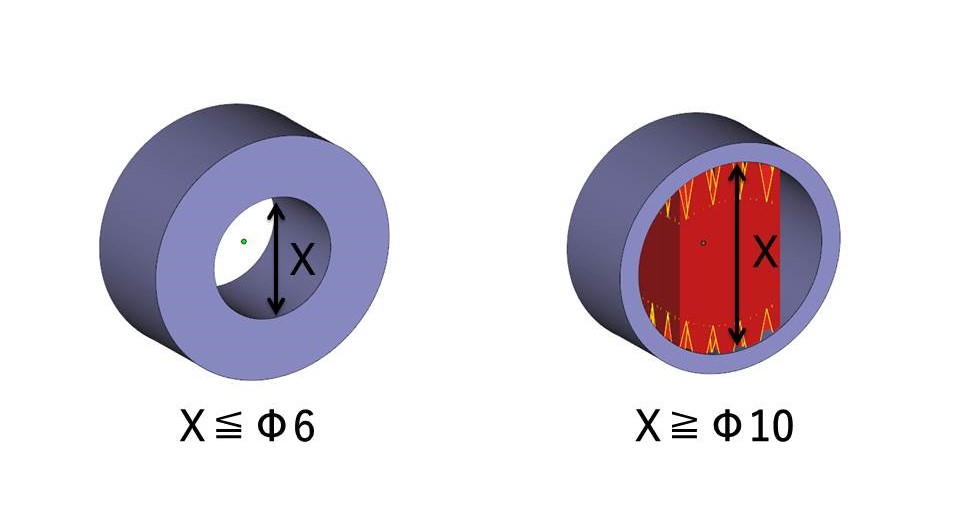
横穴形状について
横穴(ベースプレートに対して水平方向などの穴形状)は6Φ以下が理想的です。
6Φ以上は円の最上部の面粗度が低下します。10Φ以上の横穴はサポート材(赤い箇所)
が必要となります。
※穴形状はZ方向(ベースプレートに対して垂直)に造形するのが最も真円度が良く、円の大きさに関わらずサポート材も不要となります。
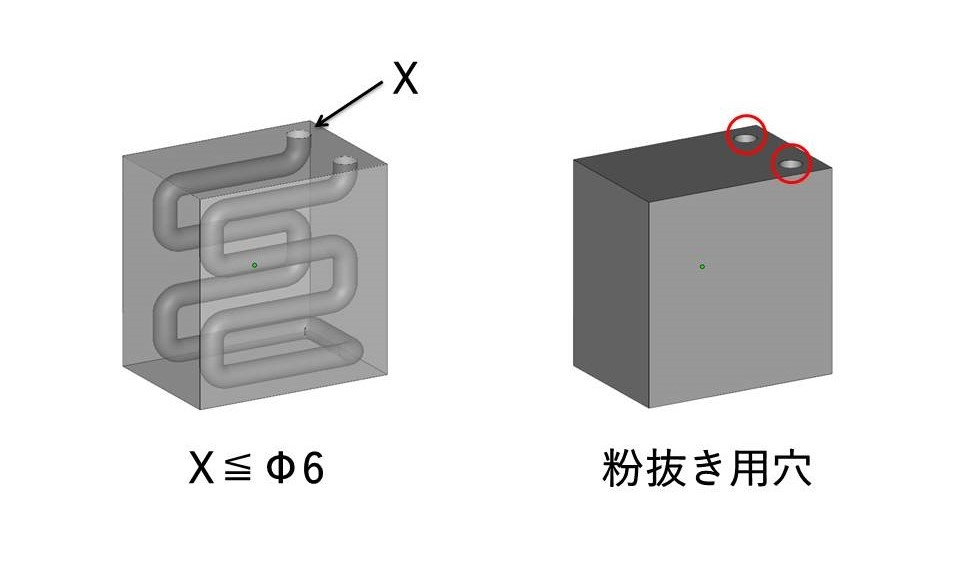
内部穴について
6Φ以下の穴形状であれば、自由にサポート無しで造形が可能です。ただし粉(金属粉末)抜き用の穴は必要となります。閉じられた中空内部の粉は残留します。(粉抜き回収不可)
中空内部にサポートが必要な場合は除去が困難となります。(事実上除去不可)
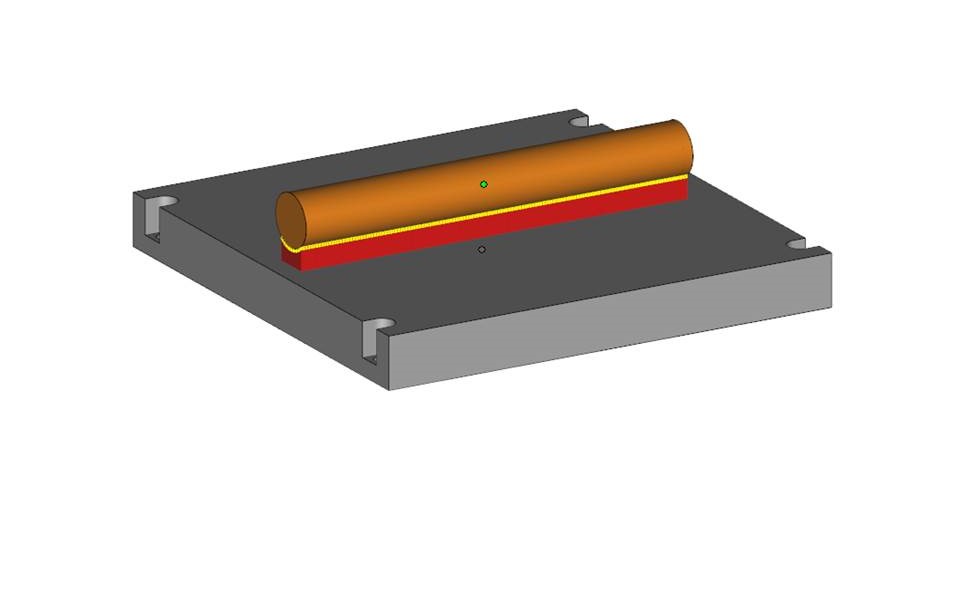
細くて長い形状について
細くて長い形状をXY平面上に配置すると、反り・歪みが発生する可能性が高くなります。電気炉による応力除去も可能ですが、完全に反り・歪みを無くすことは困難です。この場合、造形品を垂直に立てて造形するという選択肢もございますが、造形の積層回数が増え、造形時間は長くなり、費用も上がります。且つ断面積と形状の高さの比率(アスペクト比)は基本1:8が上限となります。(パウダーを敷く際のリコーティング圧迫に耐え得る基本比率)